Клеенка
Энциклопедия Брокгауза Ф.А. и Ефрона И.А. (1890 - 1916гг.) Статьи для написания рефератов, курсовых работ, научные статьи, биографии (118447 статей и 6000 рисунков).
|
|
| А | Б | В | Г | Д | Е | Ё | Ж | З | И | Й | К | Л | М | Н | О | П | Р | С | Т | У | Ф | Х | Ц | Ч | Ш | Щ | Ы | Э | Ю | Я | A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | Z |
| К | КЫ | КА | КВ | КГ | КЕ | КЁ | КИ | КЛ | КМ | КН | КО | КР | КС | КТ | КУ | КХ | КШ | КЫ | КЬ | КЭ | КЮ | КЯ |
| КЛА |
| КЛЕ |
| КЛЁ |
| КЛИ |
| КЛО |
| КЛУ |
| КЛЫ |
| КЛЬ |
| КЛЭ |
| КЛЮ |
| КЛЯ |
Клеенка — Бумажная, джутовая или льняная ткань, пропитанная насквозь или покрытая только с поверхности особым масляным или масляно-смоляным лаком, называется Клеенка (такого же рода шелковые изделия носят название тафты) [В настоящей статье рассматриваются: 1) общие свойства материалов, употребляемых в клееночном производстве и технические условия, которым должны удовлетворять означенные материалы. 2) Состав и краткое описание способов приготовления клееночных лаков и мастик. 3) Нанесение этих составов на ткань и отделка готового товара.]. Для производства Клеенка употребляются самые разнообразные сорта тканей: для высших сортов Клеенка, например обойной, мебельной, салфеточной и т. п., берется преимущественно плотная бумажная ткань, изготовленная из рыхлой и ровной пряжи — разного рода тяжелые полотна и очень часто бумазея; так называемая оберточная клеенка готовится из более редкой и грубой ткани, простого джутового или льняного полотна, пенькового рядна и т. п. Важное условие для получения хорошей Клеенка — полное отсутствие в нитях ткани узелков, костры, остатков семенных коробочек и одинаковая толщина нитей, так как все неровности поверхности ткани при нанесении лакового слоя еще более выступают, что не только портит внешний вид изделия, но и делает его менее прочным в употреблении. Достоинство Клеенка определяется главнейше следующими качествами: прочностью закрепления лакового слоя на поверхности ткани, гибкостью (эластичностью) и некоторой тягучестью этого слоя. Эти качества, особенно важные в обойном, салфеточном и т. п. товаре, достигаются соответственным подбором материалов и способом нанесения лакового слоя. Ткань, служащая для приготовления хорошего сорта односторонней Клеенка, должна быть настолько толста, чтобы наносимая на нее масса не пропитывала ее насквозь, а проникала бы лишь на известную глубину, отчего по высушивании между волокном и клееночной массой появится достаточно прочное сцепление. Поэтому для тканей, приготовленных из туго скрученной пряжи, требуется лак более жидкой консистенции, чем при обработке рыхлого и легкого товара, волокна которого легко пропитываются. Требования, предъявляемые к свойствам клееночного лака, выделяют производство его в особую отрасль лаковаренного дела, и обыкновенно хорошие клееночные фабрики совмещают производство Клеенка с собственным лаковаренным производством. Существенная задача производства клееночной мастики состоит в приготовлении такого состава, который, по застывании и долговременном употреблении, обладал бы в достаточной мере эластичностью, не будучи в то же время клейким, и выносил бы изгибание, не отскакивая от товара и не трескаясь. Свойствами этими в сильной степени обладают, как известно, каучук и некоторые др. смолы (копал и янтарь, но, по дороговизне этих материалов, употребление их возможно лишь в производстве высших сортов Клеенка). Обыкновенный же дешевый товар производится из менее дорогих материалов, искусным комбинированием которых возможно достичь хороших результатов, не прибегая к помощи названных смол или ограничиваясь лишь небольшой примесью их. Главным материалом, так сказать, основой клееночной мастики, служат различные высыхающие масла, преимущественно льняное. Способность льняного масла затвердевать на воздухе увеличивается, если его подвергнуть варке, т. е. продолжительному нагреванию до температуры начала разложения. Работа эта, сопряженная с большими техническими трудностями, производится в особых закрытых котлах с мешалками и отводными трубками (для удаления газообразных продуктов), нагреваемых голым огнем снизу. Решетка, на которой разводится огонь, устраивается подвижная, на котлах, для предупреждения перегрева, сопровождающегося сильным вспениванием масла. Конец операции определяется различными признаками и пробами на застывание и тягучесть, усиливающуюся по мере нагревания. На клееночных заводах обыкновенно заготовляют сразу большие количества вареного масла, чтобы иметь в запасе продукт однородного качества. Масло, при долгом стоянии на воздухе, покрывается затвердевшей с поверхности пленкой, во избежание чего его сохраняют под водой. Само по себе вареное масло уже представляет материал, годный для нанесения на ткань и обращения его в клеенку, но по причине медленности высыхания и излишней мягкости образуемого им слоя, оно в чистом виде, как самостоятельный лак, не употребляется. Будучи вторично сварено в смеси с некоторыми металлическими окислами (так называемые сиккативы), масло дает особые мылообразные продукты, быстро затвердевающие в тонких слоях на воздухе. Это есть олифа. Быстрота затвердевания и проч. важные для клееночного производства свойства этих лаков находятся в зависимости от относительного количества и породы минерального окисла, а также и от самого способа варки с сиккативом. Наиболее распространенным в производстве клееночных лаков сиккативом до последнего времени был свинцовый, готовящийся присадкой к вареному маслу в известной пропорции (2—3%) глета или сурика. Важный недостаток этого сиккатива — присущая свинцу способность темнеть при известных условиях, а также малая эластичность его, заставляют отдавать предпочтение другим металлическим окислам, как, например, окиси цинка, марганца (в виде перекиси и других соединений). Наилучший для клееночного дела сиккатив получается из смеси борнокислой закиси марганца с 10—15% окиси цинка. Количество борнокислого марганца, нужное для образования сиккатива, весьма незначительно: на 1000 весовых частей вареного масла достаточно 2—3 части марганцовой соли. При варке сиккативов должны быть принимаемы все те же предосторожности против перегрева, вспенивания и воспламенения массы, как и при варке сырого масла. Отвешенные количества тонко измолотых окислов присаживаются или прямо к кипящему маслу, или сперва замешиваются в отдельных котелках с небольшим количеством масла, а затем уже вливаются в большой котел, где производится варка. И в том, и в другом случае вещества эти должны быть предварительно тщательно высушены легким прокаливанием и всыпаются в нагретое масло в горячем виде. Некоторые окислы требуют для полного растворения в масле довольно продолжительного нагревания и непрерывного размешивания; так, например, варка свинцового сиккатива продолжается часа 3—4. Не растворившаяся часть окисла отделяется процеживанием горячего продукта через сукно или посредством продолжительного отстаивания. Удачно приготовленный описанным образом лак, по засыхании, достаточно эластичен и не ломок; свойства эти с течением времени, однако, изменяются, эластичность теряется и долго лежалые Клеенка, приготовленные на таком лаке, более хрупки, чем свежие. Существует и холодный способ приготовления свинцового сиккатива, состоящий в продолжительном перемешивании вареного масла со свинцовым сахаром. Получаемый таким образом сиккатив чересчур жидок и в обыкновенном клееночном производстве малоприменим. Как было уже сказано, самые лучшие клееночные мастики готовятся из копала, янтаря [Янтарь, идущий в лаковаренное дело, употребляется самого низкого сорта или покупается в виде опилок и стружек (Rasura Succini) из мастерских янтарных изделий.] и каучука. Лучшие сорта копала (самые твердые) и янтарь трудно растворяются в обыкновенных растворителях и плавятся с разложением при очень высокой температуре. В расплавленном же виде эти смолы довольно хорошо растворяются в горячем льняном масле и олифе. Плавление смол и смешивание их с маслом производится по известным общим для лаковаренного производства приемам. К готовому масляно-смоляному раствору по охлаждении его до температуры 60—70° прибавляют некоторое количество очищенного скипидара — для придания густой лаковой массе более жидкой консистенции, после чего мастика готова. Пропорции материалов, входящих в состав хорошей смоляной мастики, примерно такая: копала или янтаря — 30 частей; льняного масла — 100 частей; глёта — 2,5 части; скипидара — 50—80 частей. Содержание скипидара определяется всегда предварительным опытом и зависит от желаемой консистенции лака. Хорошие сорта копала выносят большие количества скипидара без чрезмерного разжижения массы. Слишком разжиженный лак нагревают вторично, чтобы улетучить избыток скипидара и довести его до требуемой густоты. Смоляные мастики употребляются для производства Клеенка с сильно блестящей лаковой поверхностью и чаще всего служат для нанесения последнего тонкого слоя — окончательного лакирования. Кроме копала и янтаря в производстве клееночных мастик и лаков употребляются и разные другие смолы — гарциус, шеллак и т. п., употребляется также каменноугольная смола; для растворения их, кроме масляных препаратов и скипидара, употребляются винный спирт, нефтяной эфир, бензин и каменноугольный бензол. Все эти сорта лаков употребляются при изготовлении наиболее простых сортов товара и в тех случаях, когда от него гибкости и особенной прочности не требуется. При производстве высоких сортов Клеенка употребляется каучуковая мастика, представляющая смесь, в той или иной пропорции, вареного льняного масла, олифы или смоляного лака с разведенным в смеси сернистого углерода и спирта сырым каучуком. Примесь каучука придает мастике чрезвычайную эластичность, и Клеенка, изготовленная на такой мастике, отличается наиболее высокими качествами. К сожалению, большая стоимость каучука и его обработки сильно удорожает производство, так что применение его в клееночном деле пока еще очень ограничено. Все эти разных составов мастики обыкновенно в чистом виде не употребляются для производства Клеенка: перед нанесением на ткань к ним подмешивают еще различные твердые вещества. Это делается с целью, с одной стороны, более экономным образом нанести на ткань толстый слой мастики, так как при помощи одного лака или олифы потребовалось бы значительно больше жидкого материала, с другой — подмеси служат для придания лаку какой-либо определенной окраски. В качестве простых отяжеляющих и сгущающих веществ служат различные дешевые сыпучие тела — тонко измолотый или отмученный мел, известные сорта глины, дешевые цинковые белила и т. п. Выбор этих материалов обуславливается, между прочим, сортом изготовляемой Клеенка: для тяжелых сортов, например, употребляются вещества с большим удельным весом, как цинковые белила, для легких — мел.
Подцвечивание мастики производится прибавлением к ней тонко растертых с маслом различных минеральных красок: свинцовых или цинковых белил, охры, умбры, киновари, ультрамарина и проч.; для этой цели пригодны все материалы, служащие для приготовления так называемых масляных красок. Черная мастика приготовляется из сажи, с той или другой подцветкой. При заготовке мастик и вообще при смешении жидкого масляного лака с сыпучими порошками употребляются те же приемы, что и при производстве тертых на масле красок, т. е. тщательное растирание порошка сперва с небольшим количеством лака в особых краскотерках, а затем перемешивание этой густой массы с мастикой. Печатные клееночные краски готовятся таким же образом, и консистенция их устанавливается, перед самым употреблением в дело, прибавлением того или другого количества вареного масла или скипидара и др. растворителей. Как мастики, так и краски, заготовленные впрок, сохраняются до употребления под водой, из опасения усыхания.
При фабрикации хороших Клеенка на ткань наносится всегда два, а иногда три и более тонких слоя различных мастик. Первый слой, так называемая грунтовка, состоит обыкновенно из одного вареного масла или из масла с небольшой примесью мела, цинковых белил и т. п.; на этот слой, после высыхания, наносится второй, состоящий из того или иного окрашенного лака или сиккатива. Затем этот второй слой, при производстве узорного товара, расписывается вручную или печатанием посредством машин или ручных форм. При разделке вручную, например под мрамор, дерево и т. п., краска наносится кистью по еще не засохшему слою мастики. Валы печатных машин устраиваются с выступающей гравировкой, как в обойнопечатном производстве. Наконец, последняя операция, нанесение на готовый товар тончайшего слоя прозрачного смоляного лака, служит для придания глянца поверхности Клеенка Некоторая желтизна, присущая смоляному лаку, может иногда изменить окраску Клеенка, особенно при изготовлении чисто-белого товара; в этих случаях второй окрашенный слой несколько подсинивается.
Предварительная грунтовка товара чистым вареным маслом делается с целью пропитать лицевые волокна ткани на некоторую глубину и таким образом создать прочную связь между лаковым слоем и этими волокнами, составляющую главное условие прочности изделия. На многих фабриках, производящих дешевые сорта, ограничиваются простым нанесением мастики, находя грунтовку операцией значительно удорожающей производство; понятно, что товар, приготовленный таким образом, будет всегда менее прочен, ибо густые мастики ложатся только с поверхности и с трудом всасываются тканью. Излишний расход материалов и работы, сопряженный с многократным лакированием, действительно удорожает производство, при тех способах работы, которые приняты на многих фабриках. Применением же более усовершенствованных приемов возможно не только значительно удешевить самую работу, но и сократить расход дорогостоящих материалов, не в ущерб достоинству фабриката. При современных условиях производства, пользующегося во всех операциях механическими приспособлениями, стоимость работы вообще существенной роли не играет, а что касается материалов, то количество их, зависящее от толщины слоев, возможно и при многократном лакировании произвольно уменьшить и сделать весьма небольшим, отчего изделия только выиграют в эластичности. Для нанесения тонких лаковых слоев и равномерного распределения их по поверхности ткани лак употребляется по возможности в сильно разжиженном виде, что достигается прибавлением к нему скипидара, бензина и т. п. дешевых растворителей, смешивающихся с масляными препаратами во всех весовых отношениях. Однако употребление грунтовочных лаков в сильно разжиженном виде возможно только, как было сказано, при обработке толстых и плотных, т. е. более дорогих сортов ткани; но, несмотря даже на это, рациональное лакирование все же выгоднее, так как разница в стоимости ткани и работы с излишком окупается экономией на всех прочих материалах и достоинствами изделия. Покрытие ткани клееночной мастикой производится на большинстве нынешних фабрик при помощи особых машин, так как ручной способ — простое смазывание ткани, растянутой на рамах посредством кисти — крайне кропотлив и требует большого искусства со стороны рабочего. Наиболее распространенный тип лакировальной и грунтовальной машины представлен на фиг. 1.

Фиг. 1. Способ механического нанесения лакового слоя на клеенку.
Навитая на вал A ткань протягивается между мягким деревянным барабаном B (обмотанным в несколько слоев полотном) и так называемым прессовым валиком c, смачиваемым из находящегося над ним резервуара с мастикой D. Резервуар этот призматической формы, длиной во всю ширину ткани, снабжен снизу продольной щелью, затыкающейся металлической скошенной линейкой, закрепляемой на винтах; от высоты поднятия этой линейки зависит ширина отверстия и, следовательно, количество вытекающей из резервуара жидкости. При помощи ножа (ракли) e регулируется и разравнивается слой мастики на валике c, избыток ее сливается по желобу ракли в особый сосуд и вновь переливается в резервуар D. Неподвижная щетка F разравнивает слой мастики на поверхности движущейся под ней ткани. Покрытая лаком ткань поступает из машины в особую сушилку. Загрунтованный льняным маслом высушенный товар при производстве лучших сортов Клеенка, подвергается, перед нанесением второго слоя лака, шлифованию. Назначение этой операции — удалить с лицевой поверхности ткани все неровности, зависящие от неодинаковой толщины нитей, узелков и проч., могущие послужить причиной непрочного закрепления в этих местах клееночной массы. Кроме того, под шлифованием достигается еще и другая важная цель. Слой вареного масла, нанесенный на ткань при высыхании, затвердевает прежде всего с поверхности и в частях, прилегающих непосредственно к волокнам ткани, т. е. в местах, куда имеется доступ воздуха. Средняя же часть его затвердевает медленнее и, при значительной толщине слоя, такая неравномерность затвердевания служит причиной нередко появляющихся впоследствии в массе лака мелких трещинок, очень ослабляющих клеенку. Под шлифованием снимается верхняя твердая пленка и обнажаются внутренние, менее отвердевшие части лака. На некоторых фабриках товар шлифуется и перед грунтованием, и после каждого лакирования. Шлифовка производится на особых шлифовальных машинах, состоящих из системы движущих растянутую ткань валиков и быстро вращающихся цилиндров, по поверхности которых прикреплены куски пемзы. Цилиндры эти скользят с легким нажатием по ткани и шлифуют ее поверхность.
Для нанесения густых мастик на ткань служит машина, схематически изображенная на (фиг. 2).
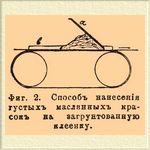
Фиг. 2. Способ нанесения густых масляных красок на загрунтованную клеенку.
Ткань просто протягивается под лежащим над ней слоем мастики, толщина которого регулируется положением особого широкого ножа a. Для предупреждения стекания краски, по бокам ткани расположены деревянные рейки b. С лакировальной машины ткань поступает непосредственно в сушилку; это особое, хорошо вентилируемое помещение с температурой не выше 25—30° Ц., наиболее благоприятной для затвердевания лаков. Ткань остается в сушилке растянутой на роликах до полного высыхания. Как на лакировальных, так и на полировальных машинах от трения смоляных лаковых поверхностей на ткани развивается значительное количество электричества, против которого на фабриках принимаются различные меры. Для разряжения устанавливают под движущейся тканью, перед поступлением в сушилку, щеточные разрядники, а в сушильных камерах ставят сигнальные аппараты, указывающие присутствие электричества. В сушилки проведен также пар, служащий для увлажнения воздуха в них. Накопление электричества представляет опасность в пожарном отношении. Готовый, но не вполне еще затвердевший товар нередко разделывается с поверхности каким-либо тисненым рисунком, под шагрень и т. п. Такая разделка производится горячим или холодным каландрованием товара при помощи особых машин — каландров; ткань прожимается между валами, на одном из которых, прилегающем к лаковому слою, выгравирован соответственный рисунок.
Литература: von Erwin Andres, "Die Fabrication der Lacke und Firnisse" (2-е издание); von R. Hoffer, "Kautschuk und Guttapercha"; von F. Wiener, "Die Lohgerberei"; von R. Esslinger, "Die Fabrikation des Wachstuches"; "Wagner's Jahresberichte".
А. Соколов. Δ .
|
Смотрии так же... |
|
|