Корзиночное производство
Энциклопедия Брокгауза Ф.А. и Ефрона И.А. (1890 - 1916гг.) Статьи для написания рефератов, курсовых работ, научные статьи, биографии (118447 статей и 6000 рисунков).
|
|
| А | Б | В | Г | Д | Е | Ё | Ж | З | И | Й | К | Л | М | Н | О | П | Р | С | Т | У | Ф | Х | Ц | Ч | Ш | Щ | Ы | Э | Ю | Я | A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | Z |
| К | КЫ | КА | КВ | КГ | КЕ | КЁ | КИ | КЛ | КМ | КН | КО | КР | КС | КТ | КУ | КХ | КШ | КЫ | КЬ | КЭ | КЮ | КЯ |
| КОЛ |
| КОН |
| КОА |
| КОБ |
| КОВ |
| КОГ |
| КОД |
| КОЕ |
| КОЖ |
| КОЗ |
| КОИ |
| КОЙ |
| КОК |
| КОЛ |
| КОМ |
| КОН |
| КОО |
| КОП |
| КОР |
| КОС |
| КОТ |
| КОУ |
| КОФ |
| КОХ |
| КОЦ |
| КОЧ |
| КОШ |
| КОЩ |
| КОЭ |
| КОЯ |
Корзиночное производство — Корзина была, по-видимому, известна всем временам и у всех народов, подобно тому как и теперь мы встречаем изделия, хотя бы и самые грубые, сплетенные из прутьев или камыша, даже у племен, стоящих на самых низких степенях культуры. Как помещение для хранения, а, главное, как средство для переноски и перевозки, корзина, по своей легкости и в тоже время вместительности, прочности и эластичности, во многих отношениях незаменима. Ею в бесчисленном множестве случаев пользуются и промышленность, и сельское хозяйство, и торговля, и различные промыслы, и просто домашний обиход. Для примера укажем хотя бы на химическую промышленность (производство кислот), хлебопекарное и кондитерское производства, плодоводство, огородничество, садоводство, виноградарство, птицеводство, торговлю спиртными напитками в стеклянной посуде, фруктовую и зеленную торговлю и пр. Корзиночное производство производство при своем развитии до способности вполне удовлетворить нуждам тех отраслей промышленности и торговли, которым служит, может существенно споспешествовать их дальнейшему процветанию и, наоборот, находясь в плохом состоянии, может являться для них даже тормозом, как это, напр., по мнению многих, отчасти имеет место у нас в России по отношению к плодо- и садоводству. Но, помимо того, многие Корзиночное производство изделия (художественные, мебель, экипажи, различные предметы домашнего обихода и пр.) имеют и совершенно самостоятельное промышленное значение. Ввиду сказанного очевидна значительная роль, которая принадлежит Корзиночное производство производству в общем народном хозяйстве, в особенности, если принять во внимание его сравнительную простоту, благодаря чему оно может вестись (да повсюду и ведется) кустарным способом, давая заработок сельскому населению в свободное от полевых работ время и являясь, таким образом, для него важным жизненным подспорьем. Лет 30—40 назад в зап. Европе было обращено серьезное внимание на рациональную постановку Корзиночное производство производства, и оно стало там с тех пор быстро развиваться и совершенствоваться. Особенно же быстрые успехи за последние 15—20 лет сделали в этом отношении Германия и Австро-Венгрия, чему немало способствовало устройство в названных государствах многочисленных школ для практического изучения Корзиночное производство производства (первая из них была учреждена в Гейнсберге, в Пруссии, в 1876 г.), музеев, издание общедоступных по цене иллюстрированных журналов по Корзиночное производство производству и пр. В большинстве местностей, занимающихся изготовлением тех или других Корзиночное производство изделий, в настоящее время введено искусственное разведение и правильная культура различных пород ивы — этого главного и повсюду в средней Европе распространенного материала Корзиночное производство производства, а в Германии делаются, не без значительного успеха, даже попытки акклиматизации и культивирования привозных материалов, напр. некоторых сортов камыша. У нас в России, хотя и занимаются Корзиночное производство производством в весьма многих местностях (напр., Вятской, Костромской, Нижегородской губ. и др.), но оно стоит на далеко не высокой степени развития; искусственное разведение и рациональная культура ив практикуется лишь в очень малой степени, изделия приготавливаются по большей части грубые, либо из неочищенных от коры прутьев, либо без должного выбора, обработки и сортировки материала, способные удовлетворить, да и то не всегда, лишь первой потребности в Корзиночное производство товаре, а если где и выделывается более тонкий товар, то, во-первых, из привозного прута, во-вторых, в количестве, вовсе не соответствующем спросу и, в-третьих, по изяществу значительно уступающий заграничному, который поэтому и ввозится к нам в большой массе и находит сбыт, несмотря на дороговизну, происходящую от обложения высокой таможенной пошлиной.
Главным материалом Корзиночное производство производства, пригодным для всякого почти рода Корзиночное производство изделий, как уже сказано, во всей Европе служат молодые прутья многочисленных пород ивы. Описание их, разведение и культура применительно к Корзиночное производство производству (см. Ива лесов.). Как суррогат ивы в Корзиночное производство производстве но с далеко меньшим успехом и лишь для грубых работ, могут служить прутья крушины, ломоноса, черемухи, различных видов тополя и нек. др. После ивы в Корзиночное производство производстве Европы первое место занимает камыш, а именно так назыв. испанский камыш или ротанг (Calamus rotang, см.), принадлежащий к семейству пальм и дикорастущий в болотистых местах Малайского архипелага. Его вывозят из Сингапура в Европу в количестве, по меньшей мере, около 500000 пд. в год. Для Корзиночное производство производства идет более тонкий и светлый сорт ротанга, который очищается и затем шлифуется специальными машинами и употребляется в цельном, колотом и струганном виде (шин; см. ниже) на изготовление всевозможных предметов, как крупных (мебели, корзин, колясок и пр.), так и самых мелких. Он же идет на плетение сидений для стульев и как вспомогательный материал в Корзиночное производство производстве из ивы, напр. для более прочного связывания частей мебели и корзин, для выполнения самых тонких узоров на экранах, ширмах, жардиньерках и т. п. Обыкновенный камыш или тростник, растущий по берегам рек, озер и прудов, эспарто и солома также находят многообразное применение в Корзиночное производство производстве. Из различных сортов последней употребляются лишь более тонкие и гибкие. Обычно идет солома озимой ржи и особенно озимой пшеницы, которые, для получения надлежащей тонкости и гибкости стебля, должны засеваться гуще и сниматься ранее достижения зрелости зерна, притом с большой осторожностью, дабы не было надломов. По снятии соломы и обрезке колосьев, ее сушат на солнце, белят сернистой кислотой и пускают в отбеленном или окрашенном анилиновыми красками виде на изготовление мелких изящных вещиц, бонбоньерок, корзиночек и т. п. В недавнее время во Франции, для изготовления роскошных Корзиночное производство изделий, стали применять листья финиковой пальмы. Наконец, следует упомянуть о лучине или драни, идущей у нас, а также в Германии и Австро-Венгрии, на выделку, главным образом, простых драночных корзин различного размера и вида, бельевых, дорожных, упаковочных, ручных и проч. О корешковых плетениях см. Корень. Обращаясь к подготовке материала для Корзиночное производство производства, будем иметь в виду лишь важнейший, именно иву. Подготовка камыша (ротанга) проще, по отсутствию операции очистки от коры, а в отношении дальнейших операций, расколки в шины и их выстругивания, ничем существенным не отличается от подготовки ивовых прутьев. Сбор прутьев (см. Ива, лесов.) с ивовой плантации производится обычно с ноября до марта, когда соки растения находятся в полном покое. Прутья срезаются пальца на 1½ от ствола острым садовым ножом или лучше особыми ножницами, потому что нож нередко портит растение, производя надкол основания прута, и затем тут же сортируются (см. Ива, лесов.). Срезанные прутья сохраняются в связках в сухом, темном и не слишком холодном (чтобы не померзли) помещении. Сниманию коры с прутьев предшествует либо оживление их холодной мочкой, либо вываркой в воде, либо обработкой паром. При холодной мочке, которая производится весной, в период оживления растительных соков, за некоторое (смотря по породе ивы) более или менее продолжительное время до сдирания коры, связки прутьев ставят в мочила с проточной водой и постоянным ее уровнем. Это — довольно большие плоские ямы, обычно устраиваемые на дворе, глубиной около 1 фута и снабженные решетчатым дном, чтобы не портить концы прутьев при постановке их прямо на грунт, особенно глинистый. Связки погружаются в воду комлем вниз вершка на 2—3 и, по готовности прутьев, что узнается опытом (по легкости, с которой происходит отделение коры), понемногу вынимаются и идут в очистку. Снимание коры производится очень просто с помощью весьма незатейливого инструмента, щемялки, приготавливаемой из толстой железной проволоки (фиг. 1).
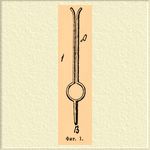
Фиг. 1.
Щемялка концом В вставляется в отверстие деревянной колоды, затем прут ущемляется толстым концом между ветвями А щемялки, и, при легком нажиме на них одной рукой, другой быстро протаскивается во всю свой длину сквозь щемялку, после чего отставшая кора легко и за один раз снимается уже рукой. Употребляются также и ясеневые ручные щемялки, в общем, подобного же вида. Ни в коем случае нельзя снимать кору или подскабливать прутья ножом, потому что при этом легко повреждается наружный глянцевитый слой древесины прута, и последний лишается своего атласистого вида и теряет в цене. Тотчас по снятии коры прутья поступают в просушку и беление, которые производятся на открытом воздухе, под влиянием солнечного тепла и света. Для этого их раскладывают на деревянных решетках из тонких жердей, причем тщательно сортируют по толщине, цвету и другим качествам, и, в случае дождя, особенно продолжительного, или в конце сушки, переносят под навес. При благоприятных условиях и частом переворачивании, сушка оканчивается в 2—3 дня, а в дождливую погоду, производимая под навесом, затягивается дней на 5, на 6. Высушенные прутья представляют готовый, так называемый белый материал, который после новой, еще более тщательной сортировки связывается в прочные связки и в известном порядке складывается в сухие и достаточно проветриваемые сараи. Так как очистка прутьев с помощью холодной мочки должна окончиться в сравнительно короткий срок, а именно в течение весенних месяцев, когда оживление идет наиболее успешно, то она требует большого количества рабочих рук, которые как раз в это время, благодаря началу полевых работ, особенно дороги. Ввиду сказанного — во многих местах прибегают к очистке прутьев в течение зимы, применяя для этого кипячение их в воде или обработку паром. Первым пользуются при заготовке из прутьев материала, идущего на цветной товар, потому что от кипячения, особенно продолжительного, прутья окрашиваются в более или менее темный коричневый цвет. Для получения зимой белого материала прутья обрабатывают паром в лежачем цилиндрическом деревянном чане, диам. около 3 фт. и длиной около 10 фт. Достаточно вылежавшиеся и просохшие прутья закладывают в такой чан, в довольно рыхлых связках; чан затем плотно закрывают и, открыв кран, пропускают пар из парового котла в течение 12—14 минут, после чего, прекратив приток пара, прутья вынимают, бросают в большой бак с теплой (около 40° C) водой, затем обдирают, как обычно, с помощью щемялок и отправляют в сушильню. После отпаривания класть прутья в теплую воду необходимо потому, что иначе кора уже через несколько минут снова присыхает и начинает плохо отставать. Паровая очистка, при соблюдении известных условий, дает материал, по прочности и белизне нисколько не уступающий полученному холодной мочкой, но требует для этого приспособлений, трудно доступных кустарям, а потому применятся преимущественно фабриками, специально занимающимися выделкой Корзиночное производство материала. Ивовая кора, получаемая в виде отброса при очистке прутьев, применяется, как ценный суррогат дубовой коры, в качестве дуба кожевенными заводами, ибо содержит 8—12% дубильного вещества; но это относится только к очистке при помощи холодной мочки, при очистке же с помощью пара или кипячения она теряет большую часть дубильного вещества. Однако и в этом случае она не пропадает, а вместе с прочим отходом употребляется вместо топлива под котел или паровик. Получаемый вышеописанным путем белый материал Корзиночное производство производства частью идет в дело в виде цельных, круглых прутьев, частью подвергается дальнейшей обработке в шины и струганные шины (листель). Шины получаются раскалыванием прутьев по длине на 3 или 4 доли с помощью щепала (фиг. 2, а и b), из твердого бука или меди, разделенного звездообразно на конце на 3 или 4 зуба (колуна) и насаживаемого другим концом на палку.
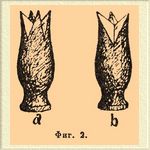
Фиг. 2.
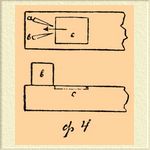
Обрезав тонкий конец прута и надрезав довольно глубоко ножом толстый конец крест на крест через центр на 4 или по фигуре  — на 3 доли, насаживают прут правой рукой на щепало и, придерживая левой тонкий его конец, протягивают весь прут через щепало, причем он и раскалывается соответственно на 4 или на 3 совершенно одинаковые трехгранные части, называемые шинами. Шины идут на выделку так наз. шинного Корзиночное производство товара. Струганные шины получаются из предыдущих при помощи струга, простейшее устройство, которого представлено на фигуре 3 (где А — вид сбоку, В — вид сверху и С — разрез по линии ОР).
— на 3 доли, насаживают прут правой рукой на щепало и, придерживая левой тонкий его конец, протягивают весь прут через щепало, причем он и раскалывается соответственно на 4 или на 3 совершенно одинаковые трехгранные части, называемые шинами. Шины идут на выделку так наз. шинного Корзиночное производство товара. Струганные шины получаются из предыдущих при помощи струга, простейшее устройство, которого представлено на фигуре 3 (где А — вид сбоку, В — вид сверху и С — разрез по линии ОР).

Фиг. 3
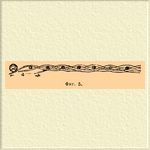
Части а и b из твердого бука; е — полированная стальная пластинка; d — стальной нож (скобель), укрепляемый в b гайкой; расстояние между ножом d и пластинкой е устанавливается и удерживается винтом с и пружинкой, находящейся под b. Струг (длиной 11, шириной 2½ дюйма) при работе неподвижно прикрепляется к станку, в виде наклонной скамьи c двумя ножками, или плотно захватывается между колен. Действуют им таким образом: обернув шину наружной стороной вниз, а сердцевиной вверх, протаскивают ее правой рукой тонким концом вперед, навстречу острию скобеля и прижимая левой рукой к пластинке е, один раз близ точки f, потом близ точки g и, наконец, близ h, затем оборачивают толстым концом вперед и таким же манером протаскивают еще один раз при h, снимая всякий раз по более или менее тонкой и длинной стружке. При D (фиг. 3) показано последовательное изменение формы сечения шины после каждого из протаскиваний. Выструганную шину выравнивают в ширину, которая неодинакова вследствие разницы в толщине прутьев по концам, с помощью протягивания ее через один или последовательно через несколько (смотря по разнице или по требующейся ширине) шмалеров (фиг. 4), у которых два стальные, поставленные вертикально и под углом друг к другу, ножа а и b находятся на различных расстояниях один от другого.
Фиг. 4.
На схематич. фиг. 4 представлен такой шмалер, имеющий вид небольшого деревянного бруска, в плане и сбоку; с — стальная шлифованная пластинка, к которой прижимается пальцем шина при протягивании ее через шмалер по направлению стрелки. Этими операциями исчерпывается вполне отделка шинного материала (об окраске его см. ниже).
Плетение. Изделия Корзиночное производство производства распадаются на след. группы: 1) серый или зеленый, самый грубый, по преимуществу упаковочный товар (из неочищенных от коры прутьев); 2) белый товар (дорожные, ручные, бельевые, булочные корзины и т. п.); 3) художественные Корзиночное производство изделия; 4) мебель и 5) экипажи и колясочки Корзиночное производство производства. Материалом для последних четырех групп служат порознь или вместе, в различных комбинациях, как цельные прутья различной толщины, так колотые и струганные, а также камыш и пр. Вследствие такого разнообразия изделий и разнообразие различных видов плетения весьма велико и, кроме того, настолько зависит от личной опытности, искусства и художественного чутья корзинщика, что описание всех их заняло бы слишком много места. Поэтому остановимся лишь на выделке главного продукта Корзиночное производство производства, именно корзины, показав выполнение двух основных типов ее (четырехугольной и округленной корзины) в простейшем их виде и устройство необходимых ее аксессуаров, попутно дав также понятие о важнейших инструментах и приспособлениях, без которых не обходится ни одна Корзиночное производство мастерская. Плетение корзины всегда начинается с дна, для чего при четырехугольных корзинах служат доски длиной до 2 и шириной до 1 фт. с дырьями, расположенными в несколько рядов. Расстояния между дырьями в различных рядах различны (от ⅞ до 1½ дюймов), но в каждом данном ряду одинаковы между собой. Каждый ряд дыр соответствует ширине дна предполагаемой корзины того или другого размера и имеет крайние дыры большего диаметра, чем остальные. Выбрав один из рядов, втыкают в дырья прутья или палки, длиной равные длине дна будущей корзины и образующие его основу, причем в крайние дыры втыкаются более толстые прутья или палки, которые составят потом нижнее долевое ребро корзины. Положив доску перед собой плашмя, прутьями основы вверх, начинают плести, соразмерив выбор толщины прутьев с величиной корзины и намочив предварительно их, для большей гибкости, в корыте с водой. Плетут всегда слева направо, закладывая первый вплетаемый прут между крайней левой палкой и первым от нее прутом основы толстым концом, и ведут его, огибая прутья основы то спереди, то сзади; дойдя до крайней правой палки, огибают ее и ведут прут обратно, обходя спереди те прутья основы, которые первым ходом обходились сзади, и наоборот; потом огибают левую палку и снова ведут прут направо и т. д. Окончив первый прут, таким же образом вплетают следующий, но уже начиная с тонкого конца и закладывая его за оставшийся не вплетенным тонкий конец предшествующего прута; третий прут опять вплетают с толстого конца и т. д., поочередно, для достижения равномерности дна. Время от времени вплетенные ряды прутьев уплотняют легким поколачиванием их с помощью била, которое по виду походит на зубья бороны и употребляется различных размеров, смотря по величине изготавливаемых предметов, от самых малых до 11 дюймов длины, 1⅞ дюйма ширины и ⅝ дюйма толщины. Они имеют на головном конце крюк для выгибания коротких концов толстых прутьев, заканчивающихся тупым острием, служащим для расправления уже сплетенных рядов. Оставшиеся невплетенными короткие концы прутьев обрезаются по окончании всей работы с помощью резца, т. е. очень острого, короткого и широкого ножа. Сплетя дно, его снимают с доски и прикрепляют по краям его боковые ребра корзины, образующие основу ее стенок. Боковые ребра делаются из прутьев (палки вставляются только по углам дна), которые скашивают резцом с толстого конца и пропускают этим концом в промежутки между прутьями основы дна сквозь плетение, расширяя последнее шилом, настолько, чтобы пропущенная часть могла быть круто загнута кверху и соединена с верхней частью прута. Смотря по величине корзины, расстояния между ребрами изменяются от ½ до 1⅜ дюйма. Затем дно, снабженное боковыми ребрами, пришпиливают к поддону шилом так, чтобы оно могло свободно вращаться вокруг последнего, как на оси. Поддоны — это просто широкие, различной величины (до 22х40 кв. дюймов) доски; шило употребляется большое, с длиной стали около 2½ дюймов и толщиной у основания в ⅛ дюйма. К плетению корпуса приступают с короткой стенки, опять же ведя его слева направо, но для лучшего закрепления ребровых прутьев вначале плетут сразу в три прута, начиная с их тонких концов: первый прут закладывают, напр., между угловой палкой и первым ребром, второй — между первым и вторым ребром и третий — между вторым и третьим ребром и каждым прутом со внутренней стороны корзины огибают одно ребро, а с наружной сряду два, как показано на фиг. 5; заплетя первые три прута, берут новые три, но уже толстыми концами, потом опять тонкими и т. д., пока не обойдут таким образом основание корпуса раза 3 или 4, после чего уже плетут, как и дно, в один прут, точно так же не обрезая пока оставшихся концов.
Фиг. 5.
Доведя стенки до нужной высоты, оставшиеся концы ребровых прутьев переплетают между собой, загибая их все в одну сторону и образуя сплетением их верхний утолщенный край корзины. Затем приделывают ручки и, если нужно, крышку, начисто обрезают резцом концы прутьев — и корзина готова. Остов дна закругленных корзин делается, как показано на фиг. 6.
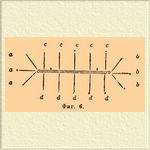
Фиг. 6.
Брусок ii раскалывается параллельно широкой стороне его, между обеими плоскими половинами вставляются ребра cd, а также ааа и bbb и приплетаются шиной к бруску ii. Первые ряды плетения ведутся вокруг бруска ii для закрепления ребер также в 3 прута сразу (см. выше), а затем последующие в один прут, совершенно подобно тому, как и при четырехугольных корзинах, но лишь вкруговую. Плетение корпуса равным образом не представляет чего-либо нового против сказанного выше. Крышки плетутся подобно дну. Если они имеют закраины, то последние плетутся, как боковые стенки, только на незначительную высоту. Как округлые, так и четырехугольные крышки подвижно прикрепляются к корпусу с помощью двух петель из ивового прута, обхватывающего одновременно канты крышки и корпуса двойным или тройным кольцом, и снабжаются спереди петлей, свитой жгутообразно из двух прутьев и надеваемой на подобную же петлю корпуса при запирании корзины. Ручки также свиваются в форме жгута из 2—3 и более прутьев, прохватывающих в двух местах плетение боковой стенки и захватывающих ребра, или делаются из двух прутьев, свернутых овально и обвитых ивовой шиной, и прикрепляются свободно двумя ивовыми колечками в двух местах к боковой стенке (подвижные ручки). Ручка (обыкновенно, неподвижная) ручных корзин делается или в форме жгута, обхватывающего отдельными прутьями верхний край корзины с двух противоположных ее сторон, или же так: при плетении верхнего края корзины на противолежащих ее сторонах вставляется по деревянному клину, которые потом, по вынимании их, образуют два гнезда; в эти гнезда плотно вставляются рядом, соответственно заостренными концами, два прута, образующие основу дугообразной ручки, прикрепляются деревянными шпильками к канту корзины и затем плотно и гладко обвиваются плоской шиной, причем иногда, для красоты, вдоль верхней поверхности ручки в обмотку вплетается еще тонкая цветная шина. Для придания корзине желаемого фасона употребляют шаблоны или бюгели, т. е. сплетенные из прутьев обручи разнообразной формы и величины. По изготовлении дна и укреплении к нему боковых ребер, бюгель надевают сверху на ребра и, прикрепив их к нему на время плетения корпуса на надлежащей высоте, заставляют их принять очертания, соответствующие форме бюгеля. С той же целью, при плетении художественных корзинок более или менее замысловатого фасона, употребляют разнообразные формы из легкого дерева, вроде колодок, состоящих из двух половинок, с клином посредине. Исполнив корзину по такой форме, вынимают сперва клин, а затем извлекают отдельно и обе половинки формы. Ограничиваясь сказанным о производстве плетения, приводим в дополнение несколько рис. образчиков Корзиночное производство работ (фиг. 7, 8, 9, 10, 11 и 12).
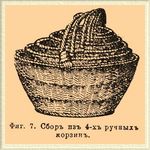
Фиг. 7. Сбор из 4-х ручных корзин.
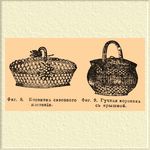
Фиг. 8. Корзинка сквозного плетения. Фиг. 9. Ручная корзинка с крышкой.
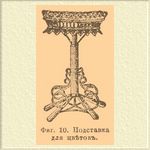
Фиг. 10. Подставка для цветов.
Фиг. 11. Ивовый диван.
Фиг. 12. Ивовая беседка.
Беление, окраска, лакировка и пр. Корзиночное производство материалов и товара. Для придания белому товару еще большей белизны его подвергают белению в готовом виде с помощью сернистой кислоты в закрытых камерах или просто больших деревянных ящиках, плотно сбитых из досок и снабженных дверцами. Все щели такого ящика замазываются замазкой и оклеиваются бумагой. Свободно развесив готовый товар в ящике и поставив на дно его железную коробочку с серой, последнюю зажигают, притворяют дверцу и дают сере сгореть, после чего дверцы запирают, заклеивают бумагой наглухо и оставляют товар в ящике часов на 5 на 6. Вместо сжигания серы выделяют также сернистую кислоту из раствора или белят хлором, получая его в самом ящике из хлорной извести и серной кислоты. Подобным же образом можно белить и материалы. При изготовлении окрашенных Корзиночное производство изделий пользуются большей частью заранее окрашенным материалом. В настоящее время материал окрашивают по преимуществу анилиновыми красками, дающими более яркие и нежные цвета, применяя по возможности те из них, которые растворимы в воде, но употребляют также куркуму (желтый цвет), индиго (синий), смесь индиго с пикриновой кислотой (зеленый), железный купорос и танин (серый), кампешевое и пернамбуковое дерево, кошениль и др. Для лучшего осаждения красящего вещества, при окраске анилиновыми красками, материал предварительно намачивается в слабом мыльном растворе и затем высушивается; при окраске другими красками его подвергают предварительной обработке известковой водой. Само окрашивание производится с помощью погружения материалов в ванну с раствором краски. Лакированию подвергают товар уже готовый. Смотря по назначению предметов, употребляют как спиртовые (даммаровый, копаловый и др.) лаки, так и скипидарные и масляные, и лакируют как белый товар, так и предварительно окрашенный масляной краской. Лакирование нередко соединяют с окрашиванием. Для уменьшения расхода лака, сильно впитываемого порами прутьев, и достижения лучшего блеска, товар предварительно покрывается горячим и светлым клеевым раствором.
Лак наводят с помощью обычной щетинной кисти, не покрывая слишком густо. При вторичном наведении первой наводке дают вполне высохнуть. Свежелакированные предметы должны быть предохраняемы от пыли и сырости. Золочение, серебрение и бронзование художественных Корзиночное производство изделий и мебели производят по клеевой, или лучше, по масляной подготовке. В последнем случае предварительно отшлифованные изделия покрывают сперва свинцовыми белилами на масляном лаке и тщательно прошпаклевывают все трещины и углубления на прутьях масляной суриковой замазкой, затем загрунтовывают 2 или более раз глетом или охрой на масляном лаке, дают хорошо просохнуть, шлифуют грунтовку порошком пемзы, покрывают профильтрованным масляным лаком и, дав несколько подсохнуть, накладывают листовое золото или серебро, причем, смотря по роду поверхности, или наводят его мягкой кистью или прижимают ватой и растирают. Бронзировка производится по обыкновенному с помощью бронзировального порошка.
— *
|
Смотрии так же... |
|
|