Трубы металлические*
Энциклопедия Брокгауза Ф.А. и Ефрона И.А. (1890 - 1916гг.) Статьи для написания рефератов, курсовых работ, научные статьи, биографии (118447 статей и 6000 рисунков).
|
|
| А | Б | В | Г | Д | Е | Ё | Ж | З | И | Й | К | Л | М | Н | О | П | Р | С | Т | У | Ф | Х | Ц | Ч | Ш | Щ | Ы | Э | Ю | Я | A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | Z |
| Т | ТА | ТВ | ТЕ | ТЁ | ТЗ | ТИ | ТК | ТЛ | ТМ | ТО | ТР | ТС | ТУ | ТХ | ТЦ | ТШ | ТЩ | ТЫ | ТЬ | ТЭ | ТЮ | ТЯ |
| ТРА |
| ТРД |
| ТРЕ |
| ТРЖ |
| ТРИ |
| ТРН |
| ТРО |
| ТРТ |
| ТРУ |
| ТРЫ |
| ТРЭ |
| ТРЮ |
| ТРЯ |
Трубы металлические*
Расчет Т. Рассмотрим напряжения, вызываемые в стенках трубы внутреннего радиуса r, толщины стенок δ r, при давлении изнутри p, а извне p + δ p; тангенциальное напряжение материала означим q. Определяя полное давление, действующее на часть стенки Трубы металлические* единицы длины и соответствующую углу при центре δφ, получаем, что оно равно (p + δ p)(r + δ r) δφ — pr δφ. Этому давлению соответствует напряжение q δ p. δφ. Приравнивая эти выражения и переходя к пределу, имеем p + r[(dp)/(dr)] = q. Напряжения от p и q вызовут в стенке Трубы металлические* удлинение по оси ее, пропорциональное р + q. Принимая гипотетично, что плоское сечение Трубы металлические* останется плоским и после деформации, мы видим, что удлинение это не зависит от r, и можем написать
p + q = 2A = const. Следовательно: p + r[(dp)/(dr)] = 2А — р; (dp)/(dr) = (2A)/r — (2p)/r. Отсюда p = А + B/r 2, а значит q = А — B/r2. В случае толстостенной Трубы металлические*, подверженной изнутри большому давлению [гидравлический пресс, Трубы металлические* пушечные], имеем для r = r0, давление (изнутри) р 0, а для r = r1 давление (внешнее) O = p1. Тогда р 0 = А + B/r 02; О = А + B/r 12, так что

— q = ([p0r02]/[(r12 — r02)])(1 + r12/r2)
Напряжение от сжатия — q равносильно напряжению от растяжения + f, так что: f = р 0[ r02/(r12 — r02)]x[(r12 + r2)/r2] f maxim, при r = r0 и равно f0 = p0 [(r12 + r02)/(r12 — r02)]. В разных точках стенок Трубы металлические* f изменяется обратно пропорционально квадрату расстояния от центра. Если при р0 = 0 материал Трубы металлические* уже имеет внутренние напряжения, то таковые необходимо алгебраически складывать с вышевыведенными. Пушка делается из нескольких нагоняемых друг на друга под давлением Трубы металлические*; внутренние Трубы металлические* сжаты внешними и, наоборот, последние растягиваются изнутри, усилия же при выстреле стремятся растянуть внутренние Трубы металлические* и т. д.; таким образом, пушка легко выносит большие давления, немыслимые, если бы не было такого предварительного напряжения материала. Для расчета Трубы металлические*, стенки которых, толщиной δ, тонки сравнительно с их диаметром, имеем r0 = R, а r 1 = R + δ; f0 = p0 [(2R2 + 2R δ + δ 2)/(2Rt + t2)] = [(p0R)/ δ ] [1 + δ /R + δ 2/2R2] [1 + δ /(2R)].
При очень малом δ /R, f = (pR)/ δ + p/2,
или еще проще:
f = p(R1/ δ), если положим R1 = (2R + δ)/2
При расчетах Трубы металлические* на практике редко пользуются этими формулами для определения толщины стенок, ибо в них не введено ни сопротивление Трубы металлические* продольному изгибу, ни изнашивание их и т.д., поэтому для каждого рода Трубы металлические* пользуются особыми простыми проверенными опытами формулами, по большей части чисто эмпирическими. Диаметр Трубы металлические* в сооружениях рассчитывается так, чтобы сумма процентов и погашения затраченного капитала (увеличивающаяся с диам.) плюс стоимость эксплуатации (уменьшающаяся с увеличением диам.) была minimum. Жаровые Трубы металлические* паровых котлов, подверженные внешнему давлению, рассчитываются по формуле Баха:

где δ — толщина в см, p давление в кг, l длина жаровой Трубы металлические* между усиливающими ребрами, d диам. в см, а = 100 для горизонтальных Трубы металлические* с продольным швом в напуск в один ряд; а = 70 для таких же вертикальных Трубы металлические*; а = 80 для горизонтальных Трубы металлические* заварных; а = 50 для таких же вертикальных Трубы металлические*; с = 0,15, 0,1, 0,01 и 0 при р = 5,67 или более 7 кг. Больших диаметров Трубы металлические*, для провода воды и воздуха (низкого давления), делаются из железных листов, клепаные.
Чугунные Трубы металлические* стали применяться для водоснабжения в начале XVII ст. Версальский водопровод (1678—84) был первой крупной работой этого рода. Городские водопроводы высокого давления начали строиться в половине XIX стол., а с шестидесятых годов появился спрос на Трубы металлические* для удаления городских нечистот. В настоящее время чугунные Трубы металлические* составляют предмет массового производства, образующего особую отрасль чугунолитейного дела. Техника ее достигла такой степени развития, что успешно отливаются Трубы металлические* в 1200 мм диаметром, при толщине стенок всего 20 мм. До 40-х гг. прошлого столетия Трубы металлические* отливались исключительно в горизонтальном положении, в настоящее время отливка почти всегда ведется в вертикальном положении: при горизонтальном положении формы стержень всплывает, стенки получаются неравномерной толщины, весь находящийся в форме сор и газы, всплывая, сообщают верхней стенке Трубы металлические* пористость. Следует вести формовку раструбом вниз: это труднее, но зато раструб получается более плотным. Трубы металлические* малого диаметра (50 — 75 мм) льются раструбом кверху, ибо и так он по принятым для него нормам выходит достаточно прочным. Еще в семидесятых годах прошлого столетия Фруар в Нанси выработал способ отливки, при котором опока при всех работах сохраняет вертикальное положение, не удаляясь со своего места. Способ этот ныне весьма распространен и описан ниже.
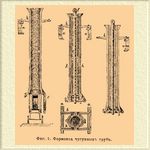
Фиг. 1. Формовка чугунных труб.
На фиг. 1 изображена опока с подвешенной к ней моделью, литейная форма в периоде просушки и готовая для отливки опока со вставленным сердечником. Просушивание производится помощью топки снизу. Сами опоки подвешены на прочных балках аа помощью попере-чин bb, расстояние между которыми изменяется в зависимости от диаметра опок. Последний выбирается так, чтобы между стенкой опоки и моделью оставался зазор, только достаточный для того, чтобы набивка формовочным песком держалась плотно — обыкновенно ок. 25 мм. Сушка такого тонкого слоя продолжается 1 — 2 часа. Модель изготовляется из чугуна и отделывается начисто: посередине ее укреплен железный стержень, служащий для ее опускания и поднимания. Цилиндрическая часть модели по окончании формовки вытягивается кверху, а нижняя часть, отъемная, образующая раструб, вынимается книзу. Нижний затвор опоки образует крышка e, снабженная кольцевой заточкой, служащей для точного установа модели. Эта же заточка служит и для обеспечения правильности положения сердечника, состоящего, аналогично модели, также из двух частей. Изготовление сердечника, набивка опоки и отливка не представляют никаких особенностей. Для высоких давлений Трубы металлические* производятся по способу Кудлица. Сущность его состоит в том, что опоки не набиваются по модели, а собираются из нескольких отдельных колец, приготовляемых на формовальных машинах и просушиваемых особо. Каждое кольцо имеет с одной стороны выступающий поясок, а с другой впадину. При складывании колец, для большей плотности, стыки смачиваются глиняным раствором. В местах стыков на поверхности Трубы металлические* замечаются лишь едва заметные наплывы. Отливка Трубы металлические* ведется из вагранок, а в новейшее время, вследствие падения цен, Трубы металлические* низкого давления отливают и непосредственно из доменных печей. Фасонные части Трубы металлические* (колена, крестовины и т. д.) отливаются в горизонтальном положении, в обыкновенных опоках с разрезом по диаметральной плоскости; формовка кривых шишек часто ведется по шаблонам. Очищенные и освобожденные от прибылей Трубы металлические* испытываются на плотность; водопроводные Трубы металлические* после закрытия концов крышками наполняются водой под давлением и выстукиваются молотком. При этом Трубы металлические* не должна пропускать через стенки воду. Газопроводные Трубы металлические*, закрытые с концов, кладутся в воду, и в них нагнетается воздух (до 2 атм.), при этом малейшая неплотность стенок обнаруживается поднимающимися в воде пузырьками. Испытанные Трубы металлические* взвешиваются. нагреваются до 120° — 150° С и погружаются в асфальтирующий состав:
последний поддерживается в жидком состоянии собственным жаром погружаемых одна за другой Трубы металлические* Вынутые из состава Трубы металлические* ставятся наклонно над лотками, по которым излишек состава стекает обратно в резервуар. Те места Трубы металлические* (внутренность муфт, наружная поверхность конца Трубы металлические*), с которых слой асфальта должен быть впоследствии удален, перед асфальтированием окрашиваются известковым молоком. Соединение отдельных чугунных Трубы металлические* между собою производится помощью фланцев или помощью муфт. В первом случае на каждом конце Трубы металлические* имеется перпендикулярный к оси ее диск. Между обработанными поверхностями двух смежных дисков кладется прокладка из резины, сурикового картона, свинца, кольца красной меди (в заточках) и т. д., и все стягивается болтами. При водопроводах высокого давления в особой заточке зажимают еще резиновое кольцо. Влияние соображений относительно способа изготовления Трубы металлические*, перевозки их, укладки, дополнительных напряжений при перемене темп. и т. д., обусловливающее принятие большей толщины стенок, чем то следовало по расчету, возрастает с уменьшением диаметра Трубы металлические* Можно принять толщину стенки δ = (D/60) + 7 мм, если рабочее давление не больше 10 атм. Обыкновенно Трубы металлические* в этом случае и не рассчитываются, а все размеры их (фланцев, болтов и т. д.) по заданному D (диам.) берутся из общепринятых таблиц, напр., германской нормальной таблицы, ибо такие Трубы металлические* всегда имеются на рынке. Трубы металлические* для высокого давления рассчитываются, причем к расчетной толщине стенок прибавляется 7 мм в запас на дополнительные напряжения. Число болтов должно быть четное, обыкновенно не меньше 4. Толщина винтов берется не менее 13 мм. В муфтовых Трубы металлические* конец одной Трубы металлические* вставляется в раструб соседней Трубы металлические*, а образующейся кольцеобразный шов забивается плетеной просмоленной пенькой, забивается свинцом и подчеканивается. Расчет этих Трубы металлические* одинаков с расчетом фланцевых. Муфтовые Трубы металлические* дешевле и поэтому главным образом и применяются для газо- и водопроводов. Фланцевые Трубы металлические* легче разобрать в случае поломки, а потому они чаще применялись при паропроводах. Из этой сферы их, по мере повышения давления пара, постепенно вытесняют железные варные и цельнотянутые медные Трубы металлические*
Железные варные Трубы металлические* Для газопроводов не-значительных диаметров (до 90 мм) применяются обыкновенно Трубы металлические*, сваренные в стык. Материалом для них служит пудлинговое, а еще лучше мягкое литое железо, приготовленное на основном поду. Сперва прокатывается плоская полоса ширины, равной будущему диаметру Трубы металлические*, нагревается до светло-красного каления, огибается помощью деревянного молотка около оправки (чугунный параболоид, который на толстом своем конце на длину около 10 — 1 2 мм обточен по внутреннему диаметру Трубы металлические*, насаженный на длинный стержень) и пропускается через волочильное отверстие; для последней операции служат клещи, зажимающие конец полосы и сцепляющиеся с бесконечной движущейся цепью волочильного станка. При этом полоса скатывается в трубку. Затем Трубы металлические* снова нагревают, пропускают через другое, более узкое, волочильное отверстие или между валками (550—650 мм диам. при 60 — 130 оборотах в минуту) и т. д., пока происходящим сдавливанием шва при проволочке через все уменьшающиеся отверстия не достигнута будет сварка. Затем Трубы металлические* кладется на чугунную правильную плиту, над которой движется на четырех колесиках взад и вперед другая плита: при этом Трубы металлические* получает вращательно-поступательное движение и выправляется. В складах имеются обыкновенно такие Трубы металлические* от 10 до 76 мм диам. Соединяются отдельные Трубы металлические* помощью муфт, навинчиваемых на нарезанные винтообразно их концы. Трубы металлические* со швом, сваренным в накладку, обладают гораздо большей прочностью. Они идут как дымогарные, для водотрубных котлов, для паропроводов, нефтепроводов и т. д. У листа железа прежде всего скашивают кромки так, чтобы после свертывания Трубы металлические* в месте шва не было утолщения. Лист нагревают до светло-красного каления в калильной печи и пропускают через чугунную матрицу особой формы (в начале плоской, потом постепенно переходящей в круглую), причем лист свертывается в Трубы металлические* Затем эту Трубы металлические* нагревают до сварочного жара в другой печи и пропускают на оправке через валки особой конструкции: два желобчатых по форме Трубы металлические* валка-диска вращаются в вертикальной плоскости, а непосредственно за ними два таких же — в горизонтальной; при этом Трубы металлические* сваривается. Если она не сварится вполне с первого раза, ее снова нагревают, снова пропускают через валки и т. д. Далее Трубы металлические* правятся, для чего они пропускаются или через волочильное отверстие из белого чугуна, или между двумя наклонно друг к другу поставленными валками формы однополого гиперболоида. Трубы металлические* получает между ними вращательно-поступательное движение, и получается вполне круглая и правильная. Диаметр таких Трубы металлические* доходит до 700 мм. Из произведенных в России Трубы металлические* особого внимания заслуживают Трубы металлические* керосинопровода из Михайловки до Батума, диам. 200 мм при толщине стенок 8 мм, выдерживавшие пробное гидравлическое давление в 110 атм. Такие Трубы металлические* соединяются друг с другом помощью муфт и винтовой нарезки, постепенно сходящей на нет; соединение Трубы металлические* паропроводов производится помощью наваренных заплечиков и свободно надетых на них фланцев, помощью отогнутых краев, зажимаемых между фланцами и помощью напаянных фланцев. Трубы металлические* водопроводов иногда цинкуют. Наиболее слабое место варной Трубы металлические* это ее шов; опасность от разрыва Трубы металлические* по шву уменьшается, если ее сваривать спирально. Для этого сперва сваривается в ленту по длине несколько полос; на особой машине полосы свиваются в спираль, причем Трубы металлические* постепенно задвигается и поворачивается. Нагревание производится обыкновенно пламенем водяного газа в том только месте, где производится сварка; последняя ведется ударами быстроходного парового молота; этим способом изготовляются Трубы металлические* лишь большого диаметра (150—625 мм). Соединение таких Трубы металлические* производится надеванием фланцев с отгибкой бортов, приклепыванием железных или чугунных фланцев и т. д.
Волнистые Трубы металлические* получаются при помощи прокатки в вертикальных станах, подобных бандажным: Трубы металлические* нагревается в вертикальной цилиндрической печи и переносится на станок, валки которого имеют волнообразную поверхность. На некоторых заводах нет прокатных станов, и волнообразная поверхность получается штамповкой листов под гидравлическим прессом, а затем листы изгибаются и свариваются. Подобные Трубы металлические* идут на жаровые Трубы металлические* паровых котлов. Расчитываются они по формуле δ = (pd)/1000 + 0,2 см.
Толщина их не делается меньше 7 мм. Трубы металлические* для ружейных стволов изготовляются проковкой сплошной болванки и высверливанием ее; иногда они готовятся волочением. Трубы металлические* для мин, пушечных установок и т. д., сравнительно короткие и толстые, изготовляются ковкой: в болванке помощью пробойника делается выбивка, и образующееся отверстие уширяется путем загонки справки, а затем полученный цилиндр надевается на горизонтально лежащую оправку и при постепенном поворачивании куется под ковочным прессом. Трубы металлические* без шва по способу Эргардта готовятся из цельной призматической болванки, подобно приготовлению артиллерийских снарядов. Болванку a помещают внутри матрицы b (фиг. 2) и пробивают пунсоном с.
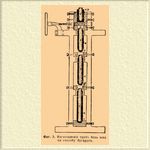
Фиг. 2. Изготовление труб без шва по способу Эргардта.
В это время болванка упирается в задвижку s. Затем последнюю отодвигают помощью винта и прожимают болванку через ряд волочильных отверстий d1, d2. Пунсон движется от штока гидравлического цилиндра. Очень оригинален способ прокатки Трубы металлические* из цельных болванок Манесмана (способ косой прокатки). Если оси прокатных валков наклонны друг к другу, то поверхности валков производят растяжение болванки, которая, вращаясь, будет одновременно перемещаться поступательно. Если болванка встречает препятствие к своему перемещению, то поступательно перемещаются лишь частицы с поверхности ее, сдвигающие-ся как бы по винтовой линии, и в результате получается Трубы металлические* Валки делаются коническими или в форме гиперболоида. Если желательно прокатать Трубы металлические* с очень тонкими стенками, то сперва прокатывают толстостенную Трубы металлические*, а затем на других таких же валках помощью оправки раскатывают ее. Для приведения в движение прокатных станков Маннесмана затрачивается громадная работа (более 2000 HP), причем еще нужно работать с перерывами для накопления запаса работы в маховике. Сама прокатываемая болванка делает до 2800 об. в мин. Работа в этих условиях трудна и дорога. Качество Трубы металлические* как Эргардта, так и Маннесмана несравненно выше варных. Работа по первому способу гораздо дешевле.
Т. велосипедные приготовляются в последнее время из никелевой стали с большим содержанием углерода. Из листа выбиваются круги, кладутся между штампом и матрицей гидравлического пресса и продавливаются. Металл от давления приходит в пластичное состояние и образует чашку с совершенно гладкой поверхностью. Затем чашка переходит с одного пресса на другой и постепенно продавливается все более и более тонкими пунсонами через соответственные матрицы. При прессовке металл закаливается, и его несколько раз отжигают в калильной печи в ретортах (чтобы не образовалось окалины). Для окончательной отделки трубки протягиваются через волочильные станки. Для специальных целей подобным способом готовят и Трубы металлические* большого диаметра (до 3 00 мм).
Медные Т. — Трубы металлические* из меди, латуни и других сплавов приготовляют, загибая листы этих металлов на деревянной оправке, спаивая шов и протягивая помощью волочильного станка с натяжными клещами несколько раз через волочильную доску. Очень тонкие трубки из золота, серебра и т. д. готовятся следующим образом: тонкие листки разрезаются на полоски, края последних обравниваются и сгибаются в желобок; в последние вставляется тонкая проволока, обмазанная воском, и трубочка плотно огибается вокруг нее. Затем такие трубочки протягивают через волочильную доску, нагревают и вытаскивают из них проволоку. Трубки с открытым швом изготовляются волочением, причем в волочильном отверстия делается язычок, соприкасаясь с которым кромки при проходе трубки через отверстие выправляются.
Фигурные трубочки (ручки для перьев и т. д.) готовят протягиванием грубо приготовленных трубок на деревянном стержне через фигурное отверстие в волочильной доске. Трубки без шва медные и т. д. приготовляются всеми теми же способами, которые применяются для изготовления железных Трубы металлические* Обыкновенно получают толстостенную Трубы металлические* и протягивают ее на волочильном станке с натяжными клещами, через постепенно уменьшающиеся глазки.
Трубы металлические* из свинца употребляются для провода жидкостей, когда Трубы металлические* не подвергаются значительному давлению, и для газопроводов; они легче выдерживают всевозможные из δ гибы, чем Трубы металлические* железные. Оловянные Трубы металлические* дороже свинцовых и применяются там, где Трубы металлические* служат для провода напитков (свинец ядовит). В настоящее время подобные Трубы металлические* готовят по способу прессования. На фиг. 3 изображен пресс, служащий для этой работы.
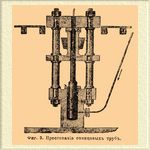
Фиг. 3. Прессование свинцовых труб.
По напорной трубке вода поступает в цилиндр гидравлического пресса со скалкой с, силой до 150000 кг. На штоке скалки насажена другая скалка, со стержнем е, движущаяся в цилиндре g, в который наливается расплавленный металл; при поднятии скалки (немедленно по отвердении металла) металл выжимается в виде кольцевой Трубы металлические* между стержнем е и стенками отверстия f. Весьма важно, чтобы металл был нагрет почти до температуры плавления, ибо при этом расход на выдавливание наименьший. Для поддержания этой температуры цилиндр g окружен угольной жаровней. Чем меньше диаметр и толщина стенок Трубы металлические*, тем большей длины она за раз получается. Пролуживание или покрывание оловом свинцовых Трубы металлические* может быть соединено с этим производством, для чего в отверстие Трубы металлические* при ее выходе наливают расплавленное олово (температура плавления его на 100° меньше, чем свинца), постепенно покрывающее ее стенки по мере выдавливания. Этот слой олова тонок. Гораздо лучше надевать на сердечник е плотно пригнанный оловянный цилиндр, заполнить остальную часть цилиндра g свинцом и продавливать. Трубы металлические* с рифлями по способу Мюнтца-Лаваля изготовляются из пустотелых болванок раскаткой их между цилиндрическими с ручьями валками и затем расправкой их на валках на оправке. Т. конические без шва готовятся из литых пустотелых болванок (с конической полостью), раскатываемых (фиг. 4) в длинную плоскую полосу. Затем полоса раскатывается на валках (фиг. 5), причем на поверхности ее образуются рифли, сообщающие ей большую сопротивляемость изгибу.

Фиг. 4. Конические трубы.
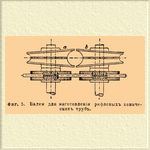
Фиг. 5. Валки для изготовления рифленых конических труб.
Такие Трубы металлические* идут на мачты, столбы и т. д.
Гибкие металлические Т. свертываются из прокатанных фигурных полос (фиг. 6), с. прокладкой из асбеста, резины и т. д.
Фиг 6. Гибкие металлические трубы.
Для Трубы металлические* высоких давлений на такую Трубы металлические* надевается вторая, свитая в противоположном направлении.
А. Митинский. Δ.
|
Смотрии так же... |
|
|